 Skip to content
Skip to content Automatic Cashew Nut Cutting De-Shelling Scooping Conveyors - Conveying System for Cashew Processing Factory
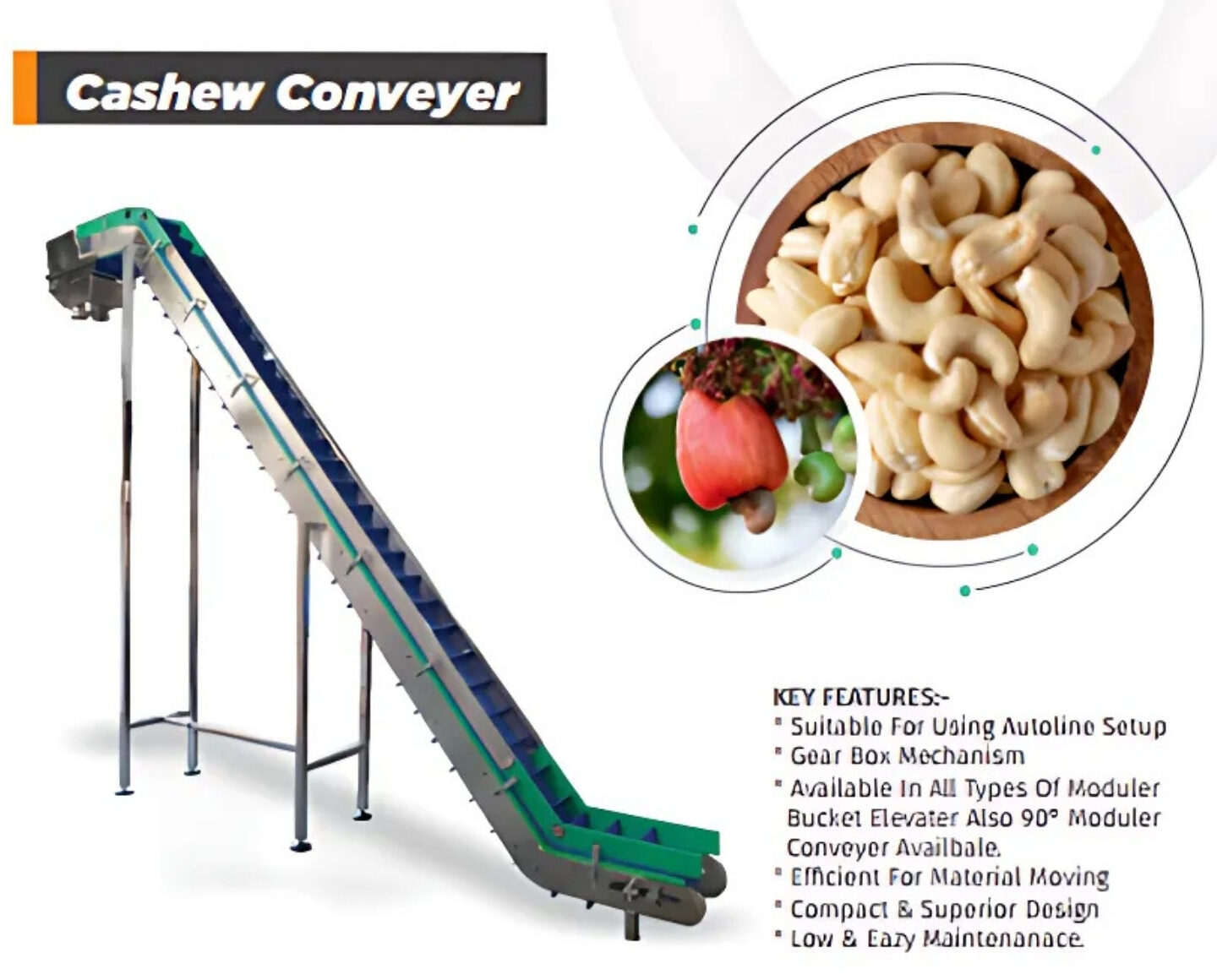
A versatile conveyor system designed for efficient material handling in cashew processing, particularly suited for autoline setups. It transports raw cashew nuts (RCN), kernels, shells, and waste between machines, ensuring smooth workflow and minimal manual intervention.

Cashew Nut Conveyors in Cashew Processing Plant
At Sairaj Machinery, we craft all types of conveyors tailored for the cashew industry, from modular bucket elevators to 90° angled systems. These robust, gear-driven solutions ensure smooth transport of raw nuts, kernels, and waste, reducing labor and boosting efficiency in your processing line.
Key Features:
- Suitable for Autoline Setup (seamlessly integrates with automated processing lines for continuous operation)
- Gear Box Mechanism (robust drive system for reliable, low-vibration performance)
- Available in All Types of Modular Bucket Elevators (vertical lifting solutions for bulk material transport, ideal for multi-level facilities)
- 90° Modular Conveyor Available (flexible angled designs for navigating tight spaces and turns without disrupting flow)
- Efficient for Material Moving (high-speed, gentle handling to prevent damage to nuts or kernels)
- Compact & Superior Design (space-saving build with durable, food-grade materials for hygiene and longevity)
- Low & Easy Maintenance (minimal parts, quick-access components, and low operational costs)
Conveyors are the backbone of modern cashew processing, transforming chaotic manual handling into a streamlined, automated flow that minimizes damage, contamination, and downtime. In a typical cashew line – from steaming in boilers to final packaging – conveyors move materials horizontally, vertically, or at angles, handling everything from wet RCN post-boiling (100-500 kg loads) to fragile peeled kernels (50-200 kg/hour). Their gear box mechanisms provide consistent speed (adjustable from 0.5-5 m/min), preventing nut breakage (under 2% loss) and ensuring even distribution to cutters, dryers, or peelers. By integrating with autolines, they cut manpower needs by 50-70%, allowing operators to focus on quality control rather than transport. In high-volume setups processing 1-50 tons daily, conveyors like our modular designs enhance throughput by 20-30%, while food-grade stainless steel construction meets global hygiene standards (HACCP-compliant). Whether elevating bulk shells for waste disposal or feeding kernels into graders, these systems optimize energy use (low-friction belts) and space, making them indispensable for sustainable, scalable operations worldwide.
